Anleitung zur richtigen Handhabung des
AquaSelektor
Bei dem beschriebenen Arbeitsablauf wird davon ausgegangen, dass nicht nur ein Interesse daran besteht, gleichmäßig gute Mundstücke anzufertigen, sondern auch die Notwendigkeit einer statistischen Erfassung der Daten von den einzelnen Hölzern einsichtig ist. Nur wenn von dem fertigen Mundstück später noch die Daten über die Holzqualität nachzuprüfen sind, können Rückschlüsse auf das Material gezogen werden. Als Muster einer praktischen Tabelle für Fagotthölzer mit einer Länge von 120mm wurde ein Statistikvordruck erstellt.
In der Praxis hat sich gezeigt, dass die Arbeitseinheiten beim Rohrbau etwa 90 Minuten nicht überschreiten sollten. Aus diesem Grunde wird die Menge der Hölzer auf 25 Stücke begrenzt, von denen sich dann ca. 60% als brauchbar erweisen und innen gehobelt werden.

Die Holzröhren werden wie gewohnt in vier Teile gespalten. Offensichtlich krumm gewachsene Stücke werden sofort aussortiert. Es empfiehlt sich, bei diesem und den folgenden Arbeitsgängen die Anzahl schlechter Stücke zu notieren, damit sich später ein Bild über die Qualität des Materials für weitere Holz-Bestellungen ergibt.
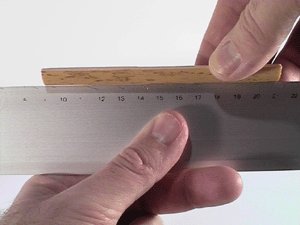
Die übrigen Viertel werden auf Länge geschnitten. Üblicherweise werden Hölzer für Fagott auf 120mm geschnitten. Für die Messung ist es wichtig, dass nur Hölzer gleicher Länge miteinander verglichen werden. Natürlich ist es auch möglich, andere Längen zu verwenden (Kontrafagott), allerdings beziehen sich alle Angaben in den theoretischen Ausführungen auf Hölzer mit einer Länge von 120mm.
Gute Ergebnisse können mit den gebräuchlichen Innenhobeln nur erzielt werden, wenn die Hölzer gerade gewachsen sind. Besonders Stücke, die über die Strecke der 120mm eine Hohlwölbung aufweisen, sind nicht geeignet. Auch verdrehte Hölzer müssen aussortiert werden.
Wer mit dem RadiusAdapter arbeitet, kann diesen Arbeitsschritt überspringen und alle Hölzer verwenden.

Nun muss noch darauf geachtet werden, dass nur Hölzer Verwendung finden, die dem Radius des Innenhobels entsprechen (meistens 25mm). Hölzer, die in der Hohlkehle des Innenhobels nicht aufliegen, werden mittig zu dünn gehobelt, Hölzer mit zu kleinem Radius bekommen zu dünne Seiten.
Anstatt die Hölzer mit Längswölbungen oder falschem Radius auszusortieren, kann auch dieser Arbeitsschritt übersprungen werden, wenn der RadiusAdapter eingesetzt wird.

Sobald 25 Hölzer gefunden wurden, die gerade gewachsen sind und den richtigen Radius haben, - oder später der RadiusAdapter eingestzt wird und alle Hölzer verwendet werden - können diese Stücke mit wasserfestem Stift von 1 bis 25 nummeriert werden. Um Verwechslungen zu vermeiden, sollten die Ziffern 6 und 9 unten mit Punkten versehen werden.

Der AquaSelektor wird mit kaltem Leitungswasser exakt bis zur Wasserstandslinie befüllt.

Damit der Wasserstand im AquaSelektor durch die Messungen nicht absinkt, wird jedes Holzstück unmittelbar vor der Messung zur Hälfte in einem bereit stehenden Wasserglas befeuchtet. Trotzdem sollte der Wasserstand immer wieder kontrolliert werden.

Mit der befeuchteten Seite wird das Holz nun in den AquaSelektor eingetaucht. Oben auf dem Deckel wird am Rand der Messröhre mit dem Zeigefinger durch mehrmaliges Klopfen das Holz im Wasser ausgependelt.

Wird der AquaSelektor auf einem Rüttler (wie er z.B. im zahntechnischen Labor verwendet wird) platziert, pendelt sich das Holz von selbst aus und haftet nicht versehentlich an der Wandung des Zylinders.
Auch ein Handy, das mittels einer App auf Vibrationsmodus geschaltet wird, kann diesen Zweck erfüllen.

Auf der Skala wird abgelesen, wie weit das Holz im AquaSelektor eingetaucht ist. Dichtes (schweres) Material sinkt tiefer ab und bekommt einen niedrigen Wert. Leichtes Holz hat einen hohen Auftrieb und entsprechend groß ist die abgelesene Zahl auf der Skala. Dieser Wert wird für jedes der 25 Hölzer unter der entsprechenden Nummer des Holzes in die Spalte TAT (TrockenAufTrieb) eingetragen.

Nachdem alle 25 Hölzer gemessen wurden, werden sie in einem Gefäß für genau 4 Stunden durch einen Deckel unter kaltes Wasser gedrückt. Danach wird der Messvorgang im AquaSelektor für jedes Holz wiederholt, wobei die Werte in der Spalte NAT (NassAufTrieb) eingetragen werden. Auch hier ist wieder auf den exakten Wasserstand im AquaSelektor zu achten
Der abgebildete Triple Timer für insgesamt drei gleichzeitige Messungen ist nur ein Beispiel, dass sich beim Rohrbau für die unterschiedlichen Einweichzeiten (Innenhobeln, Außenhobeln, Anspitzen etc.) bewährt hat.

Die Werte der beiden Spalten TAT und NAT werden für jedes Holz addiert und als SAT in den Statistikvordruck eingetragen. SAT-Werte zwischen 30 und 50 haben sich bei Hölzern von 120mm Länge als brauchbar erwiesen. Jeder Fagottist sollte jedoch seine eigenen Erfahrungen sammeln. Hölzer mit SAT-Werten über 50 sind zu weich, Werte unter 30 deuten auf zu hartes Holz hin. Auf solche Hölzer sollte der SAT-Wert mit wasserfestem Stift neben der Nummer notiert werden. So können zu weiche und zu harte Hölzer gesammelt werden, um sie später evtl. für besondere Zwecke (Barockfagott, Heckelphon) zu verwenden. Wenn von den 25 Hölzern mehr als 60% mit brauchbaren SAT-Werten übrig bleiben, kann man mit der Qualität des gekauften Materials zufrieden sein.

Wer sich bereits den RadiusAdapter in ausreichnder Anzahl angefertigt hat, kann nun den Vorteil nutzen, dass die Hölzer bereits eingeweicht wurden.
Wer auf eine Radiuskorrektur verzichten möchte, kann die folgenden Schritte überspringen bis hin zur Bearbeitung mit dem Innenhobel.

Mit einem Vorhobel, der grundsätzlich nur für eingeweichte Hölzer verwendet wird, werden alle Werkstücke mit geeignetem SAT-Wert auf eine Dicke von 160-180/100mm (1,6-1,8mm) gebracht. Dieser Arbeitsgang wird unmittelbar nach der SAT-Auswertung ausgeführt, damit das Holz nicht bereits austrocknen kann. Nach dem Vorhobeln sollten die Hölzer sorgfältig auf Risse geprüft werden, um sicher zu gehen, dass diese nicht beim Trocknen im RadiusAdapter entstanden sind.
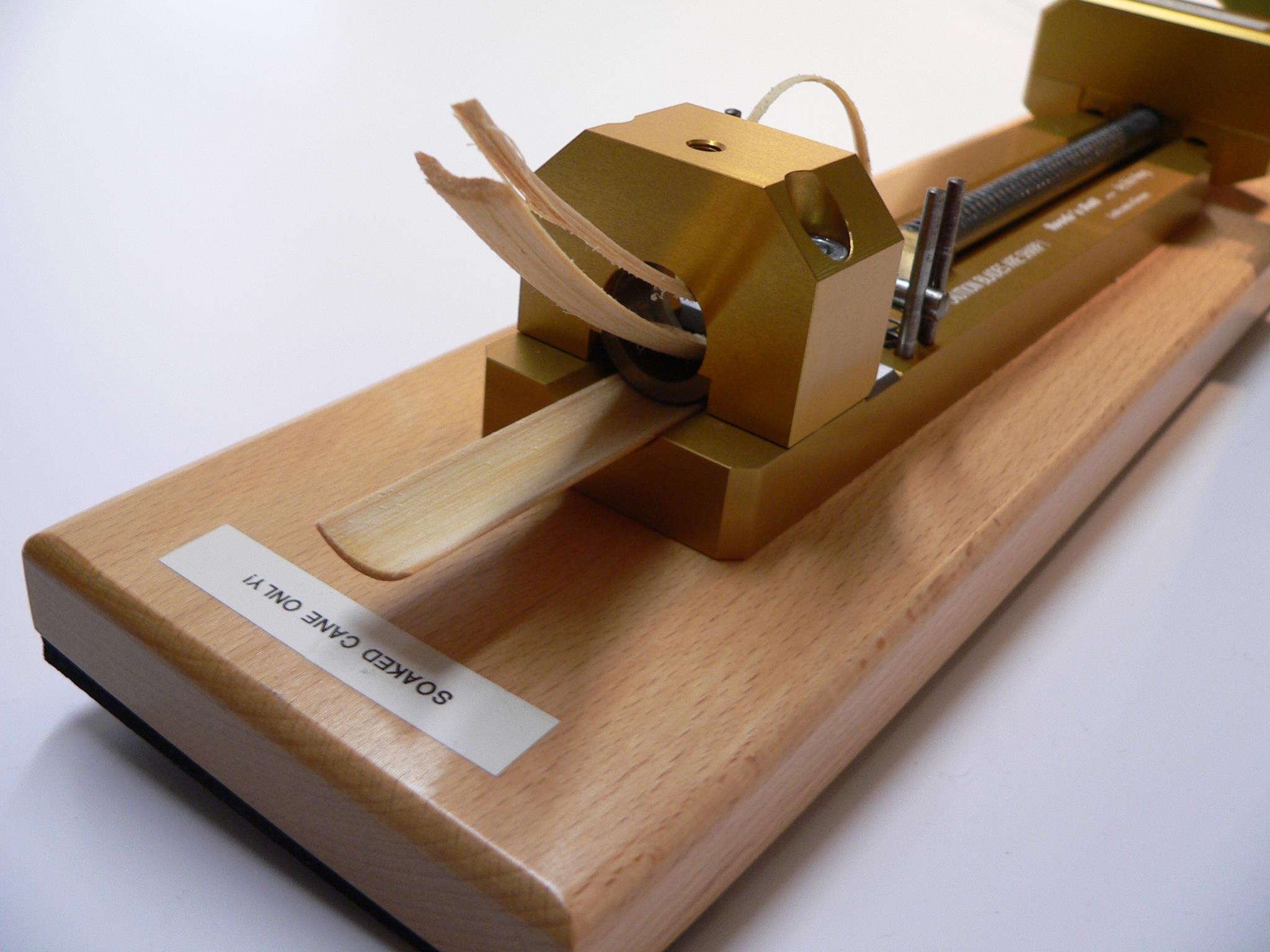
Natürlich kann ersatzweise auch der Innehobel verwendet werden, wenn die Hobeldicke entsprechend hochgestellt wurde. Allerdings erledigt der Vorhobel seine Aufgabe in kürzester Zeit mit nur einem Arbeitsgang.

Nachdem die Hölzer soweit abgetrocknet wurden, dass keine glänzenden Wasserreste mehr erkennbar sind, werden sie paarweise in den RadiusAdapter eingespannt. Das erfordert etwas Übung und ist bei dickwandigen Kunsstoffrohren zunächst noch mit Kraft verbunden.

Das Kunststoffrohr wird nun auf den Rundstab aufgeschoben, ohne es dabei zu verdrehen.

Das letzte Stück lässt sich durch Druck mit beiden Händen leicht bewältigen.

Wenn beide Werkstücke sich gerade gegenüberliegen und der Spalt des Kunststoffrohrs mittig ist, sind die Hölzer gut eingespannt.
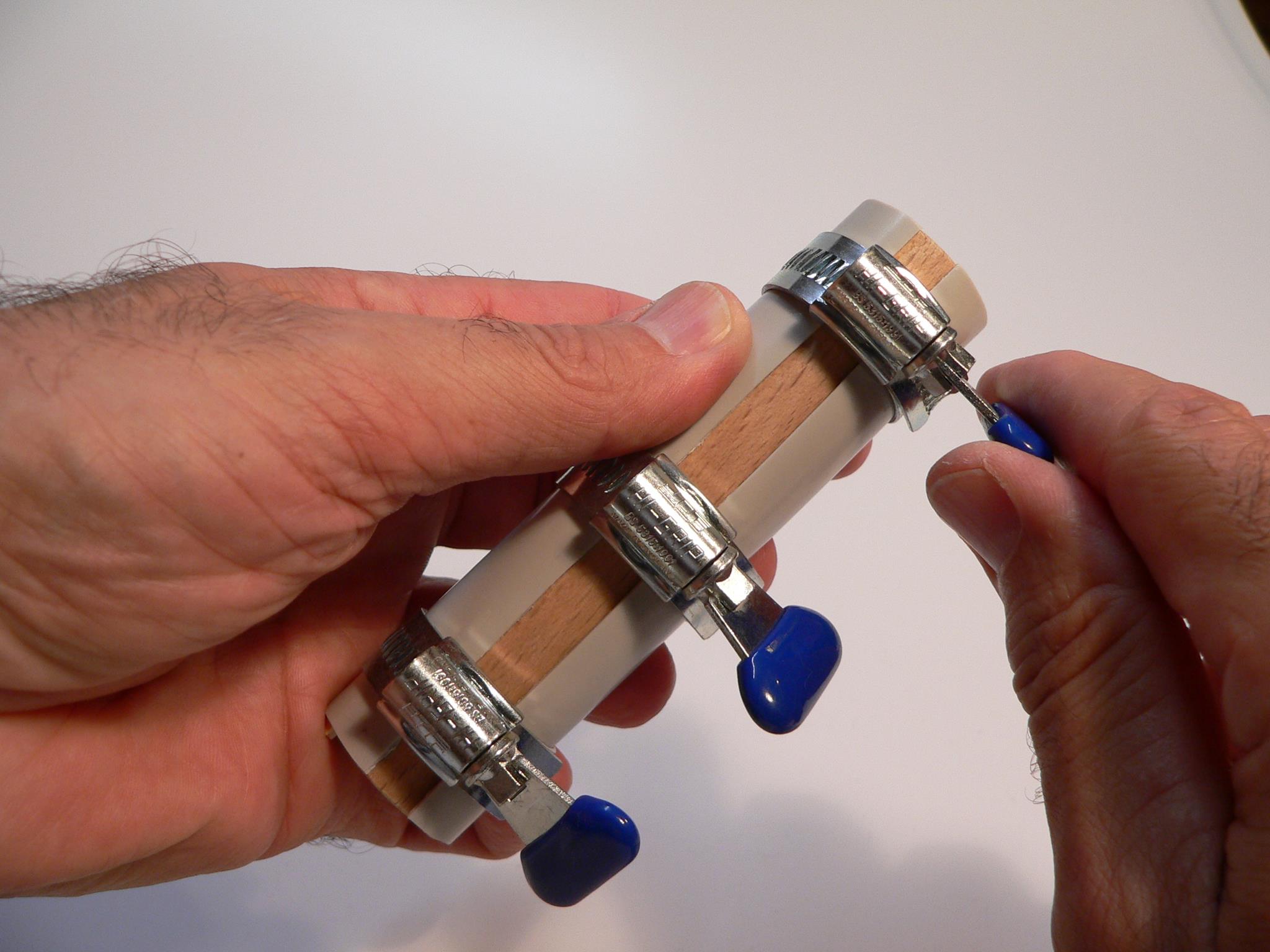
Mit drei Schlauchschellen werden die Hölzer in den RadiusAdapter eingespannt, wobei die Flügelschrauben mäßig angezogen werden.
Nun ist eine Trocknungszeit von mindestens drei Tagen in einem Raum mit normaler Luftfeuchtigkeit erforderlich. Werden die Hölzer zum Trocknen in die Nähe einer Heizung gelegt, besteht die Gefahr, dass sich Risse bilden.
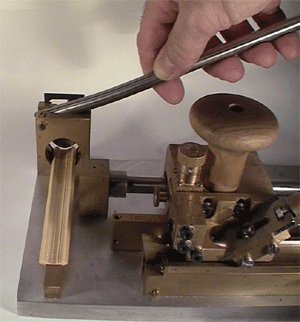
Arbeitet man nicht mit dem RadiusAdapter und einer anschließenden Ruhezeit der Werkstücke, sollten die guten Hölzer nach der NAT-Messung innen ausgehobelt werden. Für die Hölzer, deren Radius korrigiert wurde, erfolgt die weitere Bearbeitung mit dem Innenhobel trocken.
Die Dicke, die am Innenhobel für jedes Holz individuell eingestellt wird, entspricht jeweils seinem SAT-Wert. Niedrige SAT-Werte bedeuten hartes Holz. Deshalb wird weniger innen ausgehobelt, also das Holzstück dicker belassen. Später wird dann entsprechend mehr Schale durch den Außenhobel entfernt und die Bahn so in die tieferen, weicheren Schichten des Holzes verlegt. Bei weichen Hölzern muss innen mehr ausgehobelt werden, damit die Bahn später dichter unter der Schale liegt.
Je nach Fabrikat des Innenhobels lässt sich eine Verstellung der Hobeltiefe mit unterschiedlichem Aufwand vornehmen. Hilfreich ist hierbei eine Stellschraube mit Graduierung wie bei dem Modell von K. Michel (Hannover).

Während das Holz innen gehobelt wird, sollte zwischendurch mehrfach mit einer Messuhr die Dicke geprüft werden, bis der gewünschte Wert erreicht ist.
Bevorzugt: weiches Holz
Beispiel für SAT-Werte zwischen 30 und 50 mit den entsprechenden Dicken von 1,4 bis 1,1 mm für den Innenhobel in in 100/mm

Für die individuellen Bedürfnisse sollte man zunächst entscheiden, in welchem Bereich die innen ausgehobelten Hölzer variieren dürfen. Unter 1,1mm besteht die Gefahr, dass später beim Außenhobeln die Schale noch in die Bahn hineinragt. Bei Hölzern, die nach dem Innenhobeln dicker als 1,3mm sind, besteht die Gefahr, dass sie beim Aufbinden einreißen. Hat man sich also z.B. für einen Bereich von 1,1mm bis 1,3mm entschieden, kann nun der taugliche SAT-Bereich auf diese Werte verteilt werden.
Selbst ein SAT-Bereich von 16 bis 36 - verteilt auf die Dicke von 1,1 bis 1,3mm - ist möglich, wenn man sehr hartes Holz bevorzugt.
Bevorzugt: hartes Holz
Beispiel für SAT-Werte zwischen 18 und 38 mit den entsprechenden Dicken von 1,1 bis 1,3 mm für den Innenhobel in in 100/mm


Wer sich seine eigene Tabelle anlegen möchte, die eine Zuordnung der SAT-Werte zu der jeweiligen Einstellung für den Innenhobel beinhaltet, findet im Downlod-Bereich eine Excel-Vorlage.

Die fertig ausgehobelten Hölzer können mit feinem Schmirgelpapier geglättet werden.
Damit sich später fertige Rohre noch den SAT-Werten zuordnen lassen, bekommen die guten Hölzer, deren SAT-Werte innerhalb des individuellen Auswahlbereiches liegen, noch eine fortlaufende Registrationsnummer. Diese wird mit weichem Bleistift auf der Innenseite notiert und unter der entsprechenden Ordnungszahl in den Statistikvordruck eingetragen. (Nach dem Außenhobeln muss die Registrationsnummer dann auf die Bahn übertragen werden und später auf den Schaft der fertigen Puppe).

Es empfiehlt sich, eine Auswertung über die Holzqualität und die Ergebnisse der fertigen Rohre vorzunehmen. Die SAT-Werte der 25 Hölzer werden unten auf dem Statistikvordruck durch Striche in der Skala vermerkt. Dabei werden auch Werte unter 30 (H = zu hart) und über 50 (W = zu weich) erfasst.

Zur Kontrolle sollte bei den fertigen Mundstücken die Dicke beider Seiten jeweils auf der Längsachse der Bahn an 5 Punkten im Abstand von 5mm von der Öffnung entfernt mit der Messuhr gemessen werden. Dafür sind die Spalten rechts auf dem Statistikvordruck vorgesehen. Wenn das klangliche Ergebnis der Mundstücke nicht den Erwartungen entspricht, muss das nicht immer an der Holzqualität liegen, sondern hat oftmals seine Ursachen in der Materialbearbeitung. Mit entsprechender Übung und insbesondere bei Verwendung eines Anspitzhobels kann durch die richtige Auswahl des Holzes ein gutes Ergebnis beim Rohrbau immer wieder reproduziert werden.
© 2002 Andreas Schultze-Florey
www.schuflo.de - Stand: 07.07.2015
